观看我们的产品视频,就像打开了一扇通往 球墨铸铁管配件为品质而生产产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
以下是:淮安清浦 球墨铸铁管配件为品质而生产的图文介绍

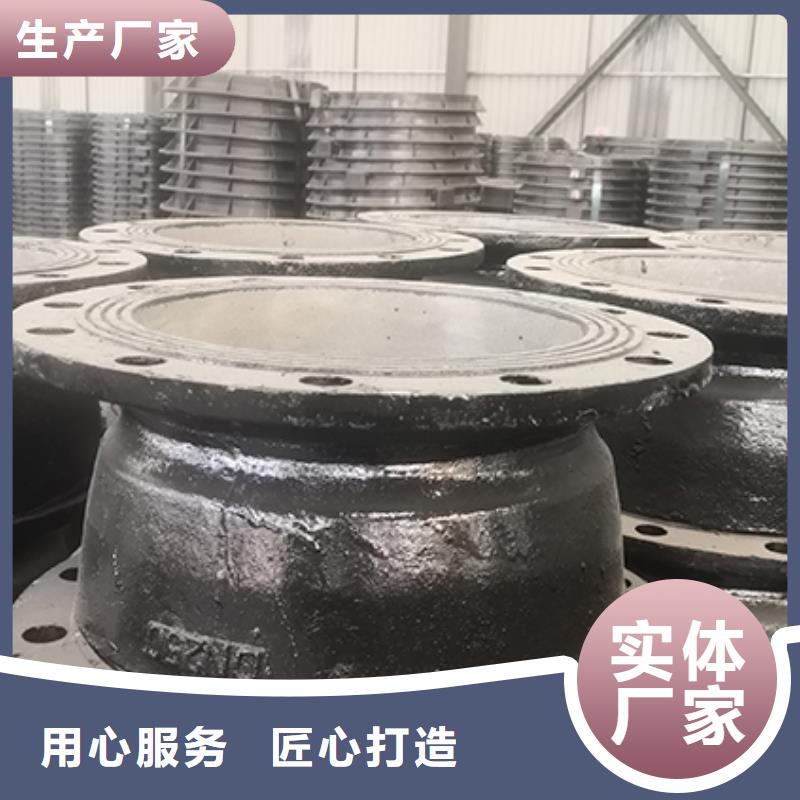
下列因素会影响球墨铸铁管孔径的大小: 1、碳当量:行进碳量,增大了石墨化缩短,可削减缩孔缩松。 2、磷:铁液中含磷量偏高,使凝聚规划扩展,一起低熔点磷共晶在终凝聚时得不到补给,以及使铸件外壳变弱,因此有增大缩孔、缩松发作的倾向。一般工厂操控含磷量小于0 08%。 3、稀土和镁:稀土剩下量过高会恶化石墨外形,下降球化率,因此稀土含量不宜太高。而镁又是一个激烈安稳碳化物的元素,妨碍石墨化。 4、壁厚:当铸件表面构成硬壳以后,内部的金属液温度越高,液态缩短就越大,则缩孔、缩松的容积不只 值增加,其相对值也增加。 5、温度:浇注温度高,有利于补缩,但太高会增加液态缩短量,抵缩孔、缩松倒霉,所以应依据具体情况合理选择浇注温度,一般以1300~1350℃为宜。 6、砂型的紧实度:若砂型的紧实度太低或不均匀,致使浇注后在金属静压力或缩短力的效果下,发作型腔扩展的现象,致使本来的金属不行补缩而招致铸件发作缩孔缩松。 7、浇冒口及冷铁:若浇注系统、冒口和冷铁设置不当,不能保证金属液次序凝聚;别的,冒口的数量、巨细以及与铸件的联接当否,将影响冒口的补缩效果。 球墨铸铁管配件


球墨铸铁管配件 2、不同材质管道的特点目前,钢管(SP)、球墨铸铁管(DIP)、预应力钢筋混凝土管(PCP)、预应力钢筒混凝土管(PCCP)以及HOBAS管等,都是城市大直径给水工程中常用的管材,这些管材都具有各自的优势和缺陷。钢管(SP):通常选用Q235碳素结构钢钢板制作,强度高,管材及管件易加工,特别是地形复杂地段,一般采用钢管。但钢管的刚度小,易变形,衬里及外防腐要求严,必*要时需作阴极保护,施工过程中组合焊接工作量大。球墨铸铁管(DIP):是以镁或稀土镁结合金球化剂在浇注前加入铁水中,使石墨球化,应力集中降低,使管材具有强度大、延伸率高、耐冲击、耐腐蚀、密封性好等优点;内壁采用水泥砂浆衬里,改*善了管道输水环境、提高了输水能力、降低了能耗;管口采用柔性接口,且管材本身具有较大的延伸率(>10%),使管道的柔性较好。预应力钢筋混凝土管(PCP):价格低廉(和金属管材相比),防腐性能好,不会减少输水能力,能够承受比较高的压力(从0.4-1.2MPa不等),具有较好的抗渗性、耐久性,能就地取材,节省钢材。但钢筋混凝土管重量大而质地较脆,装卸和搬运困难;对管道基础承载力要求较高,抗不均匀沉降能力较差;管配件缺乏,日后维修难度大。



随着大数据、物联网、智慧城市等新型产业发展带来行业的契机,鑫福兴管业(淮安市清浦区分公司)始终以前瞻的眼光,紧跟时代潮流,坚持以专业化的发展战略,专注技术与应用不断开发适合客户需求的新 球墨铸铁管产品;务实守信,开拓创新,携手广大合作伙伴“扬帆起程领航未来”。

球墨铸铁管设备步骤: 1、应按下管的技能恳求将管子下到槽底,通常采用人工下管法或机械下管法; 2、把管口内的一切杂物予以清.除,并擦洗洁净,由于任何附着物都有可能构成接口漏水; 3、清算胶圈、上胶圈:将胶圈上的粘着物清擦洁净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个局部不翘不扭,平均不合地卡在槽内; 4、将润滑剂平均地涂刷在承口设备好的胶圈内外表、在插口表面面涂刷润滑剂时要将插口线以外的插口部位悉数刷匀,坡口尤为重要; 5、可采用双倒链平行用力的办法使管件平行设备,胶圈不致被挤,可设备到位;也可采用加长管件的方法,用单根钢丝停止设备; 6、将准备好的机具设备设备到位,设备时留意不要将已清算的管子部位再次污染; 7、将插口放入承口内且插口压到承口的胶圈上,接好钢丝绳和倒链,拉紧倒链;与此同时,让人在管道承口端用力左右摇摆管子,直到插口刺进承口悉数到位(以插口线为标志, 道插口线进入承口内,第二道插口线几近到底),承口与插口之间应留2mm左右的空隙。并确保承口周围外沿至胶圈的距离不合; 8、检查承口插口的位臵能否契合恳求。 球墨铸铁管配件







 扫一扫
扫一扫